Once the menu is open you can move between options with the arrow keys and select an option with the enter or space keys. Typeahead search is also available.
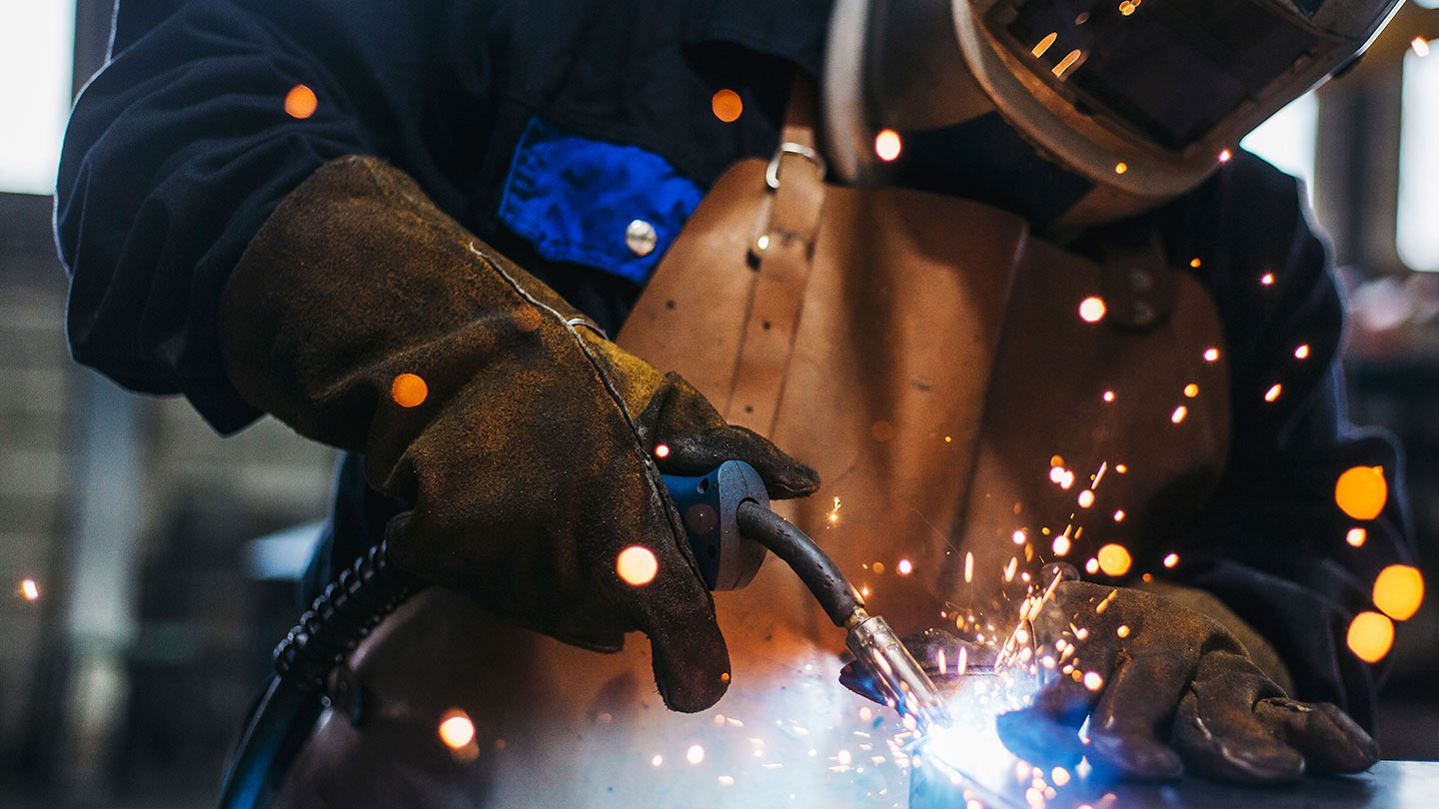
Improved productivity, fewer rejects and a better working environment
Whatever you are welding, Air Products’ innovative Maxx® gases range will give you superior results. Formulated to boost output through a unique combination of weldability, weld quality and higher welding speeds, you will achieve improved productivity with fewer rejects.
Our Maxx® gases range is also designed to protect people at work, by generating the lowest levels of ozone and fume.
Extensively tested by Air Products’ own specialists, by its customers and by independent accredited laboratories, including TWI (formerly The Welding Institute, UK), this range has been proven to improve performance.
Purpose designed for MAG welding carbon, carbon manganese and low alloy steels, the Ferromax® gases give superb weld quality and excellent penetration together with minimal spatter and low fume levels.
The Inomaxx® range of gases has been developed to give high quality welds in stainless steel which have excellent surface finish and superb corrosion resistance.
We offer FREE on-site welding gas demonstrations by our qualified Welding Specialists with no obligation to buy. Complete the form or call us on 0800 389 0202
Spatter is made up of many thousands of droplets of molten filler metal that escape from the weld pool and are scattered around the work area during welding. These small, round balls of molten metal can fall on the welder, workpiece, the floor and surrounds. Sometimes they stick and are difficult to remove, sometimes they cool and form tiny balls of metal. It is not possible to completely eliminate spatter from a MIG/MAG welding process. However, the objective should be to reduce as much as possible. The following article briefly explains how spatter occurs, how to remove or prevent it, and explores the hidden costs that spatter creates
What is the best gas for TIG welding austenitic stainless steel?
The secret to an excellent welding job is improved productivity, fewer rejects and a better working environment. But which gas can deliver all of this, while TIG welding austenitic stainless steel?